







大型储罐焊接技术的质量要求与控制
发布时间:
2017-06-07
大型储罐焊接技术的质量要求与控制
摘要:文章通过对某大型储罐施工经验的总结,阐述了储罐焊接施工前的准备工作与预制组装的控制和要求,并结合焊接施工的技术措施,总结出了大型储罐焊接质量控制须掌握的一些方法和步骤。
关键词:大型储罐;焊接;质量要求
0 工程概况
某油库原油储罐建设工程中的50000m3原油储罐,直径60m,高度19.39m;罐底中幅板材质为Q235B,厚度10mm;边缘板材质为Q345R,厚16mm;壁板下7圈材质为Q345R,厚度依次为10mm、11mm、14mm、18mm、22mm、26mm、30mm;最顶层材质为Q235B,厚度10mm。工程焊接施工难度大,各部位组装尺寸要求严格,如不采取有效的控制措施,将产生较多的焊接缺陷和变形。为保证本工程焊接质量,制定了完善的质量控制措施。
1 焊前准备
1.1 焊接材料质量控制
焊接材料是储罐安装焊接质量保证的基本条件。焊接材料的质量和正确使用,影响到储罐安装的施工进度、质量和成本。用于储罐焊接的焊材必须为符合国家标准、正规生产厂家生产的产品,具有合格证书和清晰、牢固的标志。产品经自检、监理检验合格后,按照焊材管理制度进行保管、烘干、发放、使用和回收。
1.2 焊接设备控制
储罐焊接所需的CO2气体保护焊机、手弧焊机、气电立焊机、埋弧焊机及焊材烘干设备应完好,性能可靠稳定。焊接设备的电压表、电流表是焊接参数的计量仪表,直接影响焊接操作,必须保证其检验合格。必须加强管理焊接设备,定期保养和检验,并做好记录。
2 预制与组装的控制和要求
2.1 预制质量控制
钢板切割前加强对钢板外观质量检查,检测其厚度是否合格,经报验监理合格后方可切割。放置钢板时,按照材料管理办法杜绝其落地,防止钢板本身发生变形和生锈腐蚀。
2.1.1 底板预制质量的控制
罐底板切割时必须保证底板的平整度,以确保下料精度。长、宽、对角线偏差控制在±1mm之内。对每张板进行检查编号,并做好记录。将切割产生的不合格板与合格板分开,以便不合格板用于切割与边缘板对接的异形中幅板。
2.1.2 壁板预制质量控制
壁板切割时,严格按照技术交底的要求切割,其长、宽、对角线偏差控制在±1mm之内,对每张板进行“四检制”检查,编号并做好记录。切割产生的不合格钢板按照相应的焊接工艺对其进行补焊再重新切割。钢板滚弧质量将直接影响壁板的焊接质量,对板厚δ≥26mm的厚板,一旦滚弧产生扭曲,组装时很难取得好的垂直度和椭圆度,从而影响焊接质量。因此,在预制加工壁板时,滚弧曲率一定要准确,杜绝一次滚弧成形。对于壁板曲率可用弧形样板检查,最好使壁板曲率控制在0~3mm。
2.2 组装质量控制
2.2.1 底板组装质量控制
大型储罐罐底的施工,好的排版不仅可以减少工作量,节省材料,还能控制焊接变形。该罐底板由中幅板和边缘板两部分组成,所有焊缝均为对接焊缝且焊缝下都有100mm×5mm或100mm×6mm的扁钢垫板。
在铺设垫板时,将长焊缝下面的垫板(位于T型焊缝下面的垫板)分段断开,避免应力沿焊缝长度方向积累。垫板接头处预留约10mm间隙且垫板只点焊,在底板焊接时保证垫板接头可以脱开以抵消由于收缩造成的应力集中。改变后的垫板铺设如图1所示。
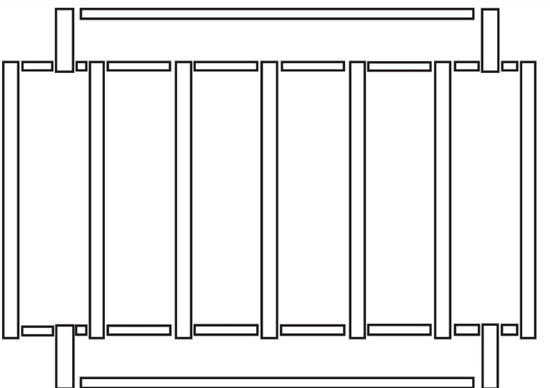
图1 垫板铺设
中幅板铺设依照垫板位置进行,从中心向两侧对称铺设。先组对点焊短焊缝,长焊缝最后组对焊接,组对间隙保证为5mm,且分布均匀。
中幅板与边缘板接触部位焊缝称为收缩缝,此处中幅板尺寸应较罐底直径大1‰左右,待中幅板、边缘板焊接以及罐底大角缝焊接完成后进行二次切割,然后组对焊接。
边缘板按照所布垫板位置进行铺设。边缘板对接焊缝一侧与垫板整道焊缝点焊,另一侧只点焊外端400mm;且在焊缝内端加焊连接板保证焊缝间隙。边缘板铺设应注意尽量在当天铺设组对完成,避免因昼夜温差变化造成收缩移位。
2.2.2 壁板组装质量控制
采用倒装法施工大型储罐,即先组装最上层壁板。在保证单块壁板切割尺寸合格的基础上,依据技术交底进行组装,间隙控制在5±1mm。立缝不用点焊,采用多功能组装卡具来调节间隙和错边量,并采用圆弧板进行刚性固定,防止焊缝发生角变形,立缝上下点焊熄弧板和引弧板。每圈壁板焊接时预留一道立缝不组对焊接,待该圈壁板其余立缝焊接完成后再重新切割组对焊接,保证收缩余量。
3 焊接质量控制
3.1 底板焊接质量控制
储罐底板焊接时,底板不进行刚性固定,钢板始终处于自由状态,能自由收缩以减少焊接应力。焊接时,由中心向外退焊,先焊接错开的短焊缝,后焊接直通的长焊缝,使焊缝有较大的横向收缩余地。预留收缩缝,待罐壁全部焊完后再焊接收缩缝。
中幅板的焊接工艺是CO2气体保护焊打底一遍,碎焊丝+埋弧自动焊填充盖面一遍。CO2焊热输入小,焊缝收缩量小,可减少和预防焊接变形,且填充盖面一次完成减小了焊缝收缩量,焊接变形显著减小。CO2焊打底焊接时,应保证打底层厚度不低于5mm,目的是防止埋弧自动焊大电流、高热输入焊接时烧穿垫板,并保证CO2焊丝与垫板的良好熔合以及表面呈内凹形,与两侧坡口圆滑过渡,确保罐底板埋弧焊盖面时熔透。
边缘板先焊接外侧300mm,一般采用焊条电弧焊;罐体大角缝焊接完成后再进行剩余部分的焊接。罐底板焊接参数如表1所示。
表1 罐底板焊接工艺参数
3.2 壁板立缝焊接质量控制
立缝焊接采用两台AT-DGL气电立焊机异向同时施焊,焊缝通过正面的水冷铜滑块和背面的水冷铜块的冷却作用可一次成形,焊缝美观。气电立焊采用直流反接,CO2气体和药芯焊丝的药皮对熔池有保护作用,同时药皮也避免了铜滑块被熔池熔化产生粘连,保证了焊缝质量;焊丝在引弧板上稳定燃烧且焊缝成形均匀后再焊接壁板,最后在熄弧板上熄弧,待焊接完成后切除引、熄弧板,保证焊接接头质量。
本工程中立缝的坡口要求为:板厚δ<26mm,均为V型坡口;板厚δ≥26mm,均为不对称的X型坡口。因罐内均布液压顶升装置,气电立焊机无法焊接厚板X型坡口的内侧焊缝,厚板外侧焊缝焊完后,内侧焊缝采用焊条电弧焊。V型坡口气电立焊机可一次焊接成形。焊接前用同等弧度的圆弧板对立缝进行刚性固定,有效地减少了焊接角变形。气电立焊焊接参数如表2所示。
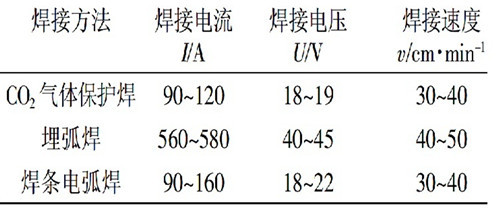
表2 气电立焊工艺参数

3.3 壁板环缝焊接质量控制
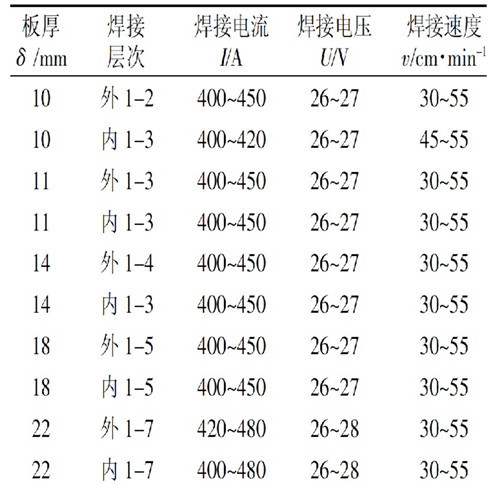
环缝采用四台AT-DGH埋弧横焊机同向等速退焊。实践证明,影响环缝焊接质量的关键因素是焊缝的组装间隙、坡口形式和角度。采用不对称K型坡口,不对称大小根据板厚及内侧清根量确定,本工程中环缝组装间隙要求为0mm,这在现场安装中难度大。在施工过程中组对间隙在0~1mm都能正常施焊,对于太大的间隙在外侧采用焊条电弧焊封底,清理干净后再进行埋弧焊。横焊顺序为先焊外侧焊缝,每焊一层都要清理药皮、夹渣,再填充、盖面;外侧焊完后,内侧采用磨光机清根,磨光机清根可有效地清除外侧焊接时产生的气孔、夹渣等,而且能很好地控制坡口形状。环缝焊接参数如表3所示。
3.4 大角缝焊接
大角缝焊接在底圈壁板纵缝焊完后进行。焊前,在罐壁内侧设置若干个斜撑(相距1.5m为宜),用以控制角缝焊接引起的角变形对垂直度及收缩缝焊接的影响。先焊角缝外侧,由多名焊工同向等速进行多层焊接,外侧角缝焊完后再焊内侧。(马春丰)
下一页
推荐新闻
2024-11-22
11月6—21日,集团集采中心筹备组一行先后赶赴软件运行平台、兄弟企业和供应商等单位开展学习交流活动。在南京安装通平台总部、西安陕西建工,双方围绕平台准入、竞标管理、集中采购目录、供应商管理机制、产品质量、供货期、账期和风险管控等内容进行了深入交流。在宜兴远东股份总部,双方回顾了多年良好合作的关系,明晰以量换价、以规模换取优势的集采趋势,达成战略合作的框架,以利合作共赢。下阶段,集团集采中心筹备组还将进一步走访兄弟单位及供应商客户,并积极听取相关分公司、项目部的意见、建议,集智聚力推动公司集采工作落地生根,实现公司年中工作会议提出的防范风险、降本增效要求,为集团实现韧性发展提供更多保障。(顾晓龙)
2024-11-22
淳岸(杭州千岛湖)威士忌酿造项目(原富文中学一号地块)和(原富文中学二号地块)——集团综合大检查
2024年11月21日,集团公司综合检查组一行来到【淳岸(杭州千岛湖)威士忌酿造有限公司】淳政工出【2023】24号淳岸(杭州千岛湖)威士忌酿造项目(原富文中学一号地块)和(原富文中学二号地块)总承包项目,项目由集团茂盛国际分公司负责施工,位于浙江省淳安县富文乡新安江水库旁,合同总造价1.64亿,项目于2024年4月30日开工,计划于2025年10月18日竣工,项目分为工业用地、社会停车用地,其中项目工业地块面积22181.88m²,社会停车场用地总面积18107.05m²,主要建筑物:蒸馏车间、发酵车间、综合厂房、交通连廊、污水处理站、消防水泵房、公用站房、室外污水池、筒仓麦槽罐、社会停车接待处、社会停车配套用房、应
2024-11-21
2024年11月20日,集团公司综合检查组一行来到【上海旺族房地产开发有限公司】中国上海市上海旺缘大楼酒店装修总承包工程,项目由集团金润分公司吴忠项目部负责施工,位于上海市徐汇区中漕路与凯旋路交口,合同造价约8000万,项目总建筑面积28252m²,项目内容涵盖拆除和结构加固、室内装修设计、机电系统改造和景观装饰,酒店区域采用VRV空调系统和空气源热泵。总工期360天,计划于2025年4月竣工验收。目前项目隐蔽工作基本已结束,即将进入装饰封板、装饰面施工阶段。项目重难点:1、建筑声学;2、施工场地狭小;3、甲供专项协调;4、项目位于上海市徐家汇核心地带,现场管理对外协调难度大。项目部克服种种困难,针对重难点采取了一系列措施(成立声学专项小组、提前规划施工场地、合理安排施工工序、合理调配人力物力资源、编制专项方案、应用BIM新技术)项目创新目标:申报2025关于建筑降噪的QC成果。综合检查组在听取项目汇报后,对安全、质量、实名制的现场及资料进行了全面检查,与项目部做了深入交流,各条线分别对现场及资料细节方面提出了建议,希望项目部能继续提升项目管理水平。末次会议最后总经理张健做了总结,首先肯定了金润分公司吴忠项目部在沪在城市更新、酒店方面这几年做出的成绩,主要经营业务涉及台资、港资项目领域,其次希望能再接再厉凭借自身强项在装修项目专业突破自己,一方面承接更多的优质项目,另一方面在创优创新方面下下功夫能在装修专业有更多的成果,为集团韧性发展、百年大计锦上添花。
2024-11-20
小核酸药物产业化研究项目综合机电工程(一标段)——集团综合大检查
2024年11月19日,集团公司综合检查组一行来到【上海兆维科技发展有限公司】小核酸药物产业化研究项目综合机电工程(一标段),项目由集团金辉分公司负责施工,位于上海市奉苍工路818号,合同造价9600万,项目总建筑面积273861m²,合同施工范围涉及三大施工区域:公用工程站、普通仓库、整体地下室;施工内容设备涉及9台大型冷冻机、17台水泵、300多台配电柜、300多台风机,相关工艺、电气、暖通、给排水多种专业,项目于2024年3月1日开工,计划2024年11月完工,总工期245天,目前项目已机械竣工,进入整体调试阶段。项目重难点:1、工期短 2、设备吊装量大 3、交叉作业多4、质量要求高。金辉分公司第一时间组建了一支精英项目团队,项目部依据项目重难点采取了一系列应对措施(前期创优策划、详细编制各种专项方案、合理布置施工进度计划、合理调配人力物力资源、采用BIM新技术以减少现场管线碰撞)项目创优目标:上海市优质安装工程。综合检查组在听取项目汇报后,分别对安全、质量、实名制的现场及资料进行了全面检查,末次交流会上检查组与项目部进行了深入交流,对项目部的管理表示认可同时对各条线细节方面也提出了合理化建议。最后总经理张健做了总结,希望金辉分公司在医药行业能继续发挥自己的强项,其他行业也能有所开拓,扩大经营,项目管理细节进一步提高,展现启安铁军之风。金辉分公司负责人徐斌信心满满并承诺,誓为集团韧性发展、百年大计、做出应有的贡献。
2024-11-19
上海电力临港103科创总部湾项目能源站工程总承包建筑安装工程施工——集团综合大检查
2024年11月18日,集团公司综合检查组一行来到【上海发电设备成套设计研究院有限责任公司】上海电力临港103科创总部湾项目能源站工程总承包建筑安装工程施工项目,项目由集团东诚分公司负责施工,位于上海临港重燃研发总部基地,合同造价4200多万,该项目配置10000m3的蓄能水罐2座,规划蓄冷容量49200RTH、蓄热容量为132953kWh;配置1550RT的冷水(热泵)机组4台,夏季制冷、冬季制热,冬季单台制热量为5500kW;配置单台制冷量2500RT的冷水机组 4 台,夏季制冷,施工内容涉及工艺、电气、暖通、自控等多个专业。重难点:1、施工区域楼层净高较高;2、大型设备吊装;3、管道管径较大,焊接要求高,吊装难度大;4、工期紧。项目部针对重难点采取了一系列应对措施(全场采用液压升降车作业、提前编制各种专项方案、合理安排施工工序计划、采用BIM及工厂预制化新技术等),目前项目现场施工正常进行中。项目创优目标:上海市优质安装工程。检查组在听取项目汇报后,分别对安全、质量、实名制的现场及资料进行了全面检查,并就检查情况与项目部进行了沟通,检查组对整体项目施工管理表示认可,秉承了外资管理水准,末次交流会上检查组分别对细节方面也提出了高要求、高标准。最后总经理张健要求项目部继续发挥东诚分公司应有外资管理水平,希望在能源中心项目进一步开拓,创优创新方面要有更多收获,为集团韧性发展贡献更大的力量。
2024-11-15
年产4800吨高性能添加剂项目(APEX项目)——集团综合大检查
11月14日,集团公司综合检查组来到GTX国际分公司总承包的南京巴斯夫年产4800吨高性能添加剂项目进行检查指导。该项目为老厂区改扩建项目,合同金额4427万元,开工日期2024年6月28日,合同工期395日历天,包括HPA生产车间、控制楼、变配电间、丙类仓库、危险品仓库(扩建)等多个单体施工,目前施工完成进度约35%。 本项目主要难点在于建筑物、构筑物较多且较分散,不利于加工场的布置及材料的运输;同时各单体周边场地狭小、室外管线较多;老厂区和新建区施工两部分同时进行,不同区域内甲方要求区别工作管理模式,施工降效严重。项目部在确保工期节点顺利完成的同时,通过调派人员完成业主提出的各项复杂变更要求,一次性通过超危大专家论证。项目已顺利达成15万安全工时,文明施工及安全管控多次收到业主赞誉,后续争创南京市文明标化工地。 检查组对项目实体质量、现场安全、工程资料、安全台账、实名制管理等方面进行了详细检查,和项目部人员进行了深入互动交流。通过检查,检查组希望项目部能在后续的施工中,更加重视工程细节,同时也希望本项目进入机电安装阶段以后要做到“两个控制”,其一“Tie-in”点较多,要控制好程序流程,其二要控制好后期机电安装观感质量。检查组认为GTX国际分公司长年致力于外资总包项目,在人员配置、质量、安全、创新上也一贯保持着较高水准,希望与集团公司加强交流互通有无,共同提升集团公司项目管理水平。
2024-11-14
11月13日,集团公司综合检查组来到金润067陈威宇项目部“丰树(齐河)国际食品智造产业园项目”进行检查指导。项目位于山东省德州市齐河县晏黄村,项目总建筑面积15.2万平米,总造价4.1亿元,合同工期为570天。
2024-11-13
河南牧元安粮年产3万吨合成生物产品项目工艺机电安装工程——集团综合大检查
2024年11月12日,集团公司综合检查组在总经理张健带领下来到位于河南省南阳市内乡县牧元安粮合成生物技术有限公司机电安装工程项目部进行检查指导。






联系我们

中文手机网站
英文手机网站
微信公众号
新0A手机登录二维码